-

宁波市远捷通信设备有限公司
主营:网合一分光分纤箱,ODF光纤配线架,三网合一光交箱,三网合一光纤配线架,576芯光缆交接箱,288芯光缆交接箱,720芯ODF光纤配线架 - 13819896675

宁波市远捷通信设备有限公司
主营:网合一分光分纤箱,ODF光纤配线架,三网合一光交箱,三网合一光纤配线架,576芯光缆交接箱,288芯光缆交接箱,720芯ODF光纤配线架 9
9

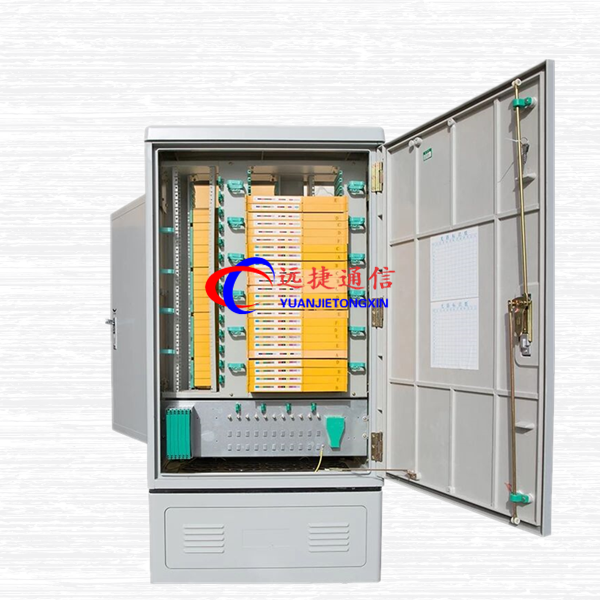
中国铁通96芯光交箱价格优惠
光缆交接箱|SMC光缆交接箱|OCC室外通信光缆交接箱【(96芯、144芯、288芯、576芯、864芯、1152芯)根据客户不同需求,可提供符合客户要求的芯数容量】*人民共和国通信行业标准 通信光缆交接箱 Cross Connecting Cabinet for
Communication Optical Cable YD/T 988-1998 1 范围 本标准规定了通信光缆交接箱|FTTH光缆交接箱生产地【中国移动通信|中国电信|中国联通)】
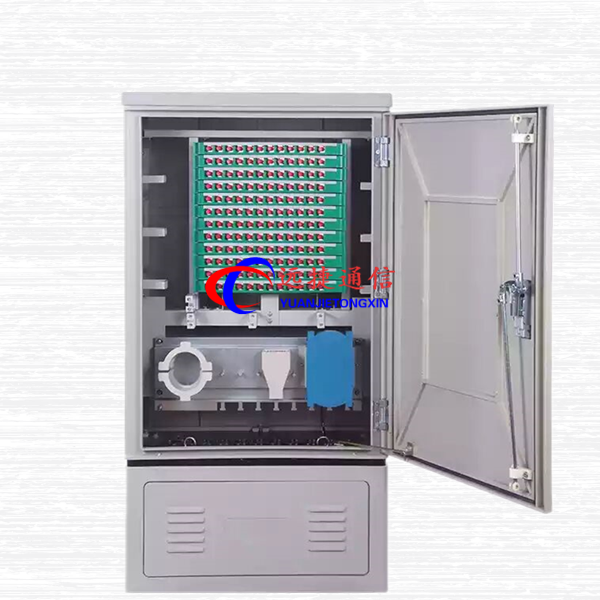
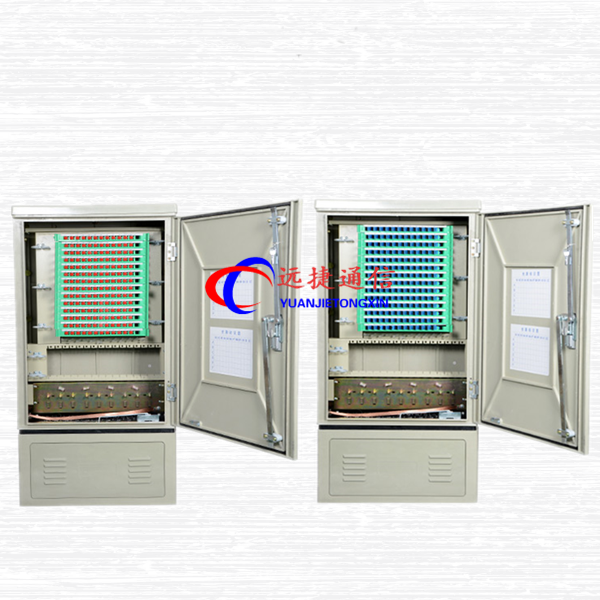
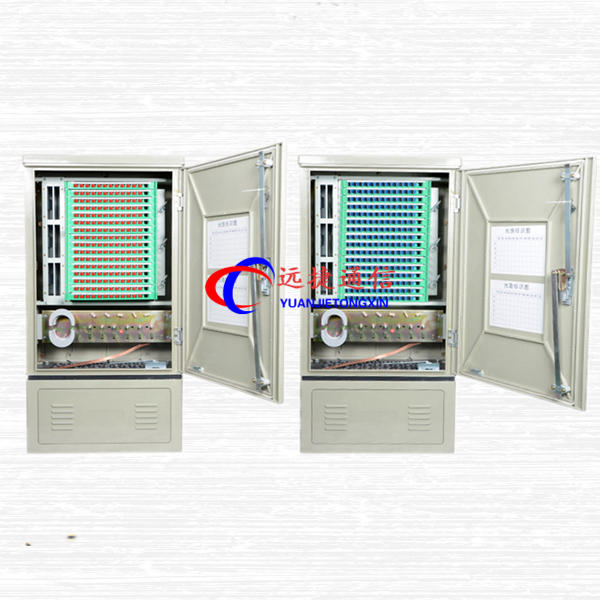
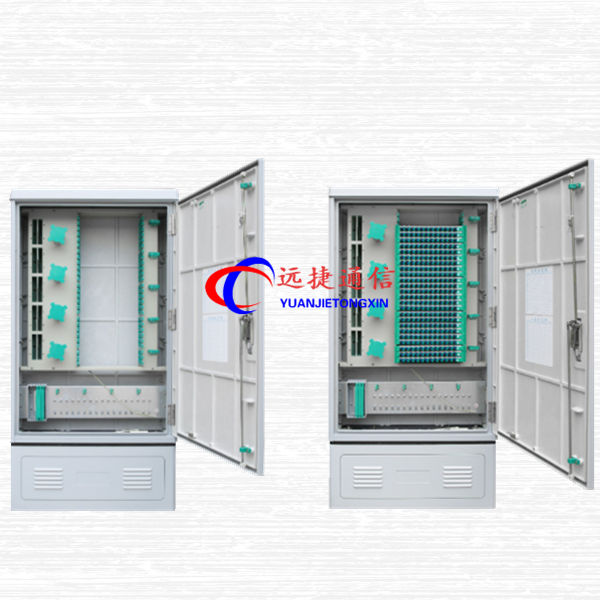
光缆交接箱用于光纤接入网中主干光缆与配线光缆交接处的接口配线设备。可对主,配线光缆进行固定,开剥,保护,终接及冗纤的盘绕,通过光纤跳线,能迅速方便地调度光缆中光纤序号以及改变传输系统的路由。产品具备模块化设计,较优化的光缆管理系统,实现主干光缆与配线光缆交叉连接或互连,以及主干光缆之间的直通连接配线功能。且适用于多元化的XPON建设需求,提供多种光分路器增值单元解决方案。
室外光缆交接箱(SMC)-室内光交箱(SMC)-壁挂式光交箱(SMC)-落地式光交箱(SMC)-FTTH光交箱(SMC)-中国电信光交箱(SMC)-中国移动光交箱(SMC)-中国联通光交箱(SMC)-广电网络光交箱(SMC)
落地式光缆交接箱、壁挂式光缆交接箱、SMC光缆交接箱、不锈钢光缆交接箱、免跳接光缆交接箱、无跳接光缆交接箱、免跳纤光缆交接箱、三网合一光缆交接箱、光交箱、交接箱产品和服务。宁波远捷通信设备有限公司所属制造的光缆交接箱,做工精细、经久耐用、*具特色、品质**、服务完善、终身售后、有口皆碑,我们可以为您提供*优质的产品与服务,对于采购量较高的客户,我们还可以探讨价格方面的优惠,经过几年的诚信经营和全体员工的努力,远捷通信已经步入了浙江通信产品优质选购供应商**之中






使用条件:
工作温度:-40∽+60相对湿度:95(+40时)
大气压力:70∽106Kpa
贮运温度:-40∽+60
防潮防雨防尘防盗符合YD/T988-1998标准
主要技术参数:
插入损耗:1.31,1.55um LD光源。单模0.18dB多模0.30dB
回波损耗:1.31,1.55um LD光源。单模PC45dB UPC50dB APC60dB
绝缘电阻:2×104MΩ/500VDC
耐电压:3KVDC/1min不击穿,无飞弧
箱体各表面能承受与表面垂直的压力大于980N,箱门打开后,在外端应能承受的垂直压力大于200N
功能要求:
1.光缆固定与保护功能
应具有光缆接入,固定和保护装置。该装置将光缆引入并固定在机架上,保护光缆入缆中纤芯不受损伤。光缆金属部分与机器绝缘,固定后的光缆金属护套及加强芯应可靠连接高压防护接地装置。
2. 光缆终接功能
应具有光纤终接装置,该装置便于光缆纤芯及尾纤接续操作、施工、安装和维护。能固定和保护接头部位平直而不位移,避免外力影响,保证盘绕光缆纤芯、尾纤不受损伤。
3.调线功能
通过光纤跳线连接器接头。能迅速方便地调度光缆中的纤芯序号及改变光传输系统的路序。
4.光缆纤芯和尾纤的保护功能
光缆开剥后纤芯有保护装置并固定后引入
光交箱生产操作流程概况
1 、领料
按照定单和技术要求去仓库领料。
2、 剪料
按照设计图纸的要求,将原材料按照规格进行取料,并检查材料是否符合工艺的要求,为降低消耗,提高材料的利用率,要合理计算采取套裁方法。
首先,用钢板尺测量出剪床刀口与挡料板两端之间的距离,反复测量数次,然后剪一块小料核对尺寸正确与否,如尺寸公差在正确范围内,即可进行入料剪切;如尺寸不符合公差要求,则重新调整定位距离,直至符合为止。
剪板时应检查剪板刀口是否锋利及紧固牢靠,并按板料厚度调整刀口间隙。
3、 冲裁
a) 检查材料的材质以及宽、长、厚是否符合图纸的要求。
b) 按钣金件展开图工艺选择合适的冲裁设备。
c) 按工艺要求的顺序和要求调整好定位装置,冲出合格的工件。
4、折弯
a) 检查材料的材质以及宽、长、厚是否符合图纸的要求,板材表面必须清洁。
b) 按零件图纸尺寸选用合适折弯机。
c) 按工艺要求的顺序和要求调整好定位装置,进行折弯。
5、焊接
a) 检查上工序转下来的半成品零部件是否符合图纸和其他技术文件的要求,如不符合需及时调整。
b) 准备好所需的焊接器件与工装夹具。
c) 按照图纸要求,先点焊固定各零件的相对位置,安排好焊接顺序,一般为先关键后一般。
d) 根据工件的材料和焊缝要求,选择施焊电流,焊缝必须平整,焊透,无砂眼。
6、打磨
焊接后的工件必须打磨,使工件表面光洁均匀,无漏焊、裂纹、溅渣、毛
刺等。
7、检测
对通过以上工序后的加工件按技术规范进行全面的检测,经检查合格后方可转为下道工序。
8、喷塑
a) 对加工件按照工程图纸的要求进行喷塑处理,颜色必须符合工程要求。
b) 喷塑处理后的加工件表面均匀光滑,无气孔,无流挂,颜色深浅一致。
9、半成品检测
对形成的半成品按技术规范进行全面检测,经检查合格后方可转为下道工序。
10.装配(详细见装配流程)
将顶盖与箱体连接,再把底座与箱体连接,然后按后衬板、左右墙板、支架、上下横梁、左右立柱、左右导轨条固定板,加强芯固定板,门、门锁的顺序连接,门的开启角度不小于120°,所有连接件必须紧固,位置符合装配图纸要求,装配过程中所有零部件表面不得划花,螺钉头不得打抷。
11.根据配置要求将装好尾纤、适配器的熔配一体化托盘装入交接箱,然后按照装箱清单放入配件,后封装打包。